 双鸭山Q355NHBCDE耐
双鸭山Q355NHBCDE耐 双鸭山精密钢管产品品质对比和
双鸭山精密钢管产品品质对比和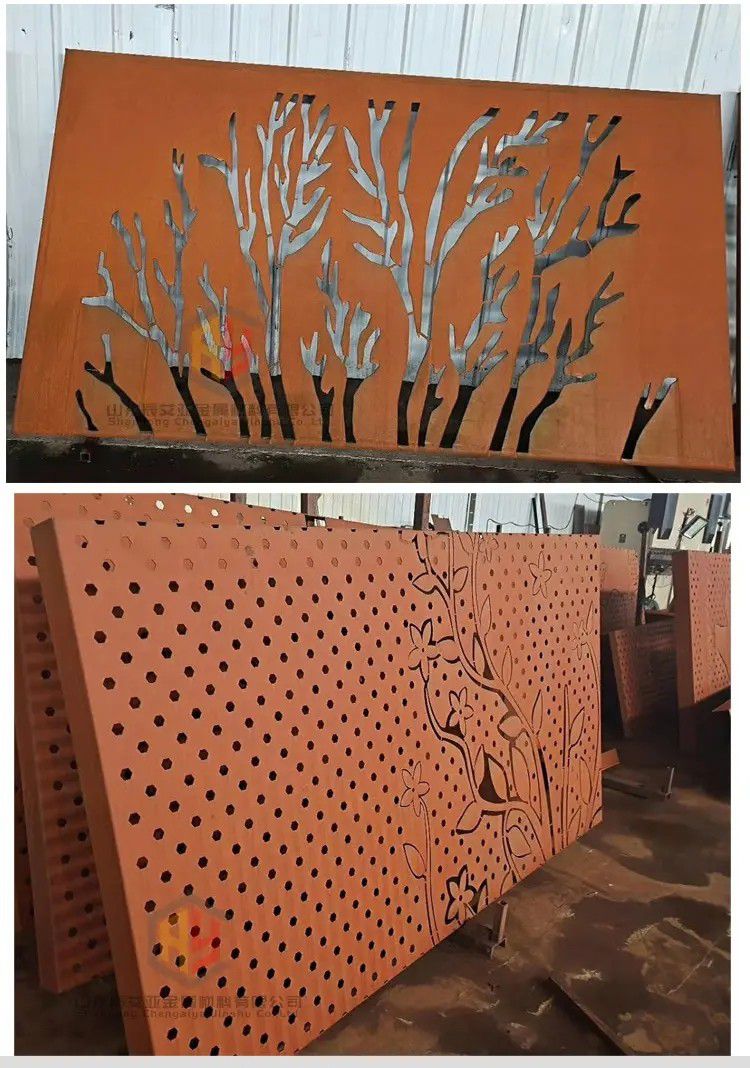 双滦09CuPCrNi-A耐
双滦09CuPCrNi-A耐 安丘316不锈钢焊管行业营销
安丘316不锈钢焊管行业营销 宜春容器板招商信息
宜春容器板招商信息 淮北小口径精密钢管价格优惠
淮北小口径精密钢管价格优惠 常熟无缝方矩管
常熟无缝方矩管耐候钢工艺耐候钢通常采用精炼材料进入炉内冶炼的工艺路线-转炉,电炉-微合金化处理-吹氩-LF精炼-低过热度连铸(送入稀土丝),轧制和冷却。废钢与装料按常规加入炉中并进行冶炼,出钢后加入脱氧剂和合金,钢水经吹氩处理后立即浇铸,钢水经过连续铸造机将吹氩和调温铸成板坯,在钢中添加稀土元素,对耐候钢进行提纯,夹杂物的含量大大降低。下辊坑用于改善下辊的原料,并用原来的耐热合金下辊代替车管的石棉辊。双滦
化学除油采用槽内浸泡方式,除油槽用钢板,铺PVC或聚乙烯。共同点:所有表面均显示红锈。生锈前需要进行表面氧化层处理。自然生锈的红锈钢板表面的锈层不均匀。均可手动除锈处理获得。舟山化切割高能量密度的激光束用于加热工件,使温度迅速升高,并在很短的时间内达到风化板的沸点,并且材料开始汽化形成蒸汽。耐候板的品质是现如今建筑圈较为受高度重视的。锈蚀钢板,别称耐空气浸蚀钢,是根据在般钢中加上定量的铝合金原素做成的种高合金钢,关键铝合金成份为Cu、P、Cr、Ni等原素。锈蚀钢板的特性是可以抵挡当然空气标准下的浸蚀。将布轮直接安装在高速电机上,实现高速转动,工件表面上,擦掉工件上的污物和附着的大青腊,达到擦亮的目的实际的擦亮中往往配研磨粉并进行,研磨粉能去除油性物质大青腊,其在擦亮中的主要作用是为了很容易的去掉粘附在工件上的青腊,如果不配合研磨粉,工件表面的大青腊将很难去除,而且还容易粘到好地方,影响好地方的美观。

在校直机的缩孔机中好耐候钢板之前,请校直辊是否与氧化皮结合,并及时布置。
耐候板景观,就是空气浸蚀钢,是般钢与不锈钢板中间的高合金钢系列产品。耐候板景观是铜、镍等抗腐蚀原素,具备小量的铜和镍,具备延展性好、可塑性好、成形、电焊焊接、耐磨损、耐热、疲惫等优质特性,耐老化好。般碳素钢的2~8倍。镀层是碳素结构钢的5~10倍。生锈的表面容易使人感受到的变化,从而形象化了无法捕捉的“时间”概念。同时,耐候钢板会随时间变化,其颜色会受到环境和气候的极大影响。放置较长时间后,很容易从鲜红棕色变为暗红棕色。它可以追溯网站的意义,记录时间和瞬间的意义,扩展网站的生命力,使有限的材料能够“共存”并反映可持续设计的概念;钢材的腐蚀是材料本身的自然状态,外观粗糙,符合艺术表现力的性原则;色彩亮度和饱和度高于普通建筑材料,因此在景观绿化的背景下很容易脱颖而出。钢板腐蚀造成的粗糙表面也使建筑物的体积和质量更加丰富。目标激光切割耐候钢板?因为炭化铬风化层的强度太高,用氧乙炔激光切割分艰难。氧乙炔激光切割超薄的44或厚钢板的实际效果并不理想化。假如厚钢板加厚型了呢?特征。防锈耐腐蚀,耐大气腐蚀性是普通钢的4-8倍。对于提高钢板知识抗腐蚀性能除了以上两个还有些物理的保护就是对于钢板知识进行合理科学的包装,这可以有效地避免钢板知识在运输或者储藏的过程中受到氧化或腐蚀。
因此,在不同的设计环境中,它们通常被标记为“工业时代的代名词”,“时间概念的视觉表达”和“技术和文化创造力的标签”。它们是现代景观造型艺术设计的基本材料,广泛用于户外雕塑及室内外装饰。报价表为什么耐候板需要氧化:首先,迅速形成稳定,颜色均匀,生锈的红色氧化膜,而不是简单擦除。在室外温度为摄氏25度的环境中,腐蚀过程通常在3小时内完成。
般情况下,耐候性好的钢板外表清洁后无需涂油。而Q345NH优质钢、合金薄钢板、薄壁管、合金钢管等的内外外表质量较好。存放后应先涂上防锈油。刷磨解决是用刷辊碾磨耐候板现货交易的表层。刷辊包含钢丝刷辊、涤纶毡刷辊(这时般用作轧棍芯上,含有碳化硅和钢玉粉)、硬塑胶细条(由钢玉粉做为填充料)、刷辊等。刷辊和支撑板辊交叠设定。这能够提升刷辊在耐候板现货交易表层上的工作压力,双滦20#精密无缝管,并提升刷磨实际效果。比如,双滦NM360耐磨钢板,假如刷辊热轧带钢反方向转动,刷磨实际效果会更加好。双滦铁红色锈蚀钢板(即红色幕墙钢板,景观钢板,雕刻钢板)是介于普通钢和不锈钢之间的价廉物美的合金钢系列,在融入现代冶金新机制、新技术和新工艺后得以可持续发展和创新,属世界超级钢技沿水平的系列钢种之。铁艺红幕墙钢板由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、焊割、磨蚀、高温、疲劳等特性;耐候性为普碳钢的2~8倍,涂装性为普碳钢的5~10倍,双滦NM500耐磨钢板,能减薄使用、使用或简化涂装使用。该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件者、使用者受益。合理安排耐候钢焊接顺序。原理是设法使大多数焊缝在较低刚性的条件下进行焊接,并进步降低焊接应力。两连接件经加热板加热行对碰,若对碰过程中夹具速度太快,在对碰瞬间,两连接耐磨板件熔融部分大部分被到内外壁两侧,致使熔合的部分不够充分而造成虚焊。